





为了给您提供更全面的广硕紫铜止水产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:广硕紫铜止水的图文介绍
广硕橡塑制品有限公司生产制造 平顶山鲁山中埋式651型橡胶止水带等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从 平顶山鲁山中埋式651型橡胶止水带产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。




对于加工材料而言,紫铜止水片铸锭塑性是至关重要的。为了保证铸锭良好的变形塑性,除防止铸锭中的一些缺陷外,显然不希望铸锭组织处于非平衡凝固状态。由于产生非平衡状态的原因是结晶过程中扩散受阻,因而此种状态在热力学上是亚的,有自动向平衡态转化的趋势。
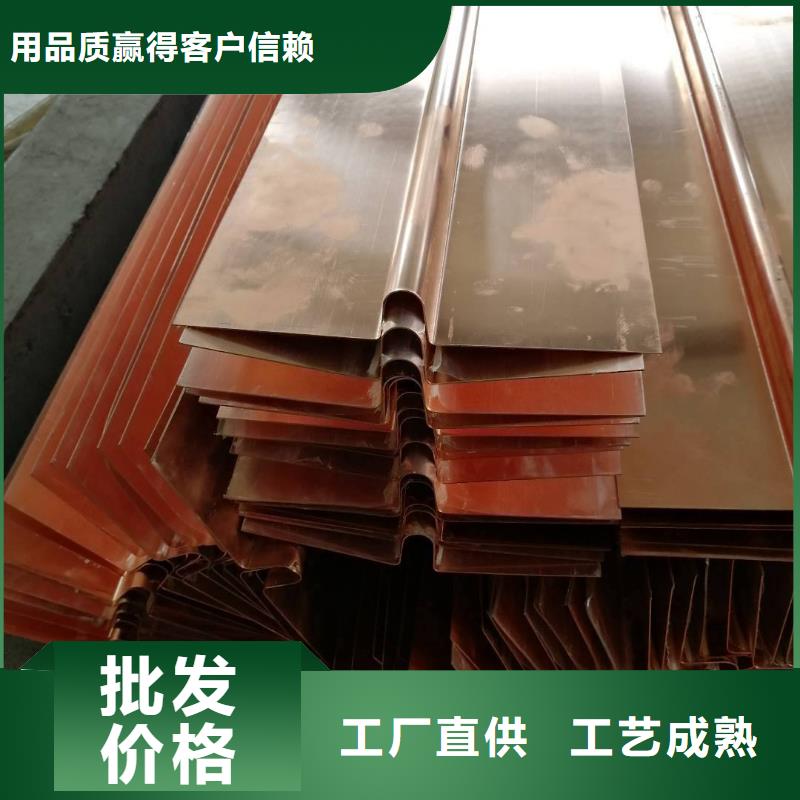
重庆融能金属是一家大型的止水铜片生产,生产各种型 规格的紫铜铜止水材料。提供加工成型(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工的发展趋势。当今铜加工已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。
尽管如此,铜加工行业仍在不断研究短流程、节能降耗、率的加工。与此同时,十分重视生产环节中每一具体作业的精细化,从而使生产过程更加、可靠,制品质量更加、一致。经过几十年的发展,是近十多年的努力,铜加工已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为铜加工业的重要组成部分,并对铜加工和行业发展产生了重要影响。
重庆融能金属是一家大型的止水铜片生产,生产各种型 规格的紫铜铜止水材料。提供加工成型(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工的发展趋势。当今铜加工已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。
尽管如此,铜加工行业仍在不断研究短流程、节能降耗、率的加工。与此同时,十分重视生产环节中每一具体作业的精细化,从而使生产过程更加、可靠,制品质量更加、一致。经过几十年的发展,是近十多年的努力,铜加工已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为铜加工业的重要组成部分,并对铜加工和行业发展产生了重要影响。



镉板在海洋性的大气或海水的零件及在70℃以上的热水中,镉镀层比较,耐蚀性强,故镀镉常用于海洋性环境使用的镀层。镉是银白色的可塑性的金属。镉金属易于锻造和辗压。镉的相对原子质量为112.41,密度为8.65g/cm3,熔点为320.9℃,沸点为767℃。
镉在化合物中以二价金属存在。其硬度为200HV。镉的化学性质与锌很相似,但不溶于碱液中,能溶于和中,在稀和稀中溶解很慢。在室温和干燥的空气中,几乎不发生化学变化,但在的空气中镉则易氧化,形成的氧化膜能够保护金属镉不再继续受腐蚀。
镉的蒸气和可溶性镉盐都有,必须严格防止镉的污染。镉的标准电位为-0.4V。在一般工业大气环境中,镉镀层对钢铁件是属于阴极性镀层,但在海洋性气候、海水或高温环境中,镉镀层对钢铁件是属于阳极性镀层。当工作温度超过232℃以上时,镉镀层易于导致零件发脆。
镉镀层常用于、航海、无线电和电子产品零件的防护。国内生产中应用较多的镀镉溶液类型有:氨羧络合物镀镉、酸性盐镀镉和镀镉。此外,还有焦盐镀镉、碱性三乙醇胺镀镉和HEDP镀镉等。[2]镉的电镀广泛用于保护钢和铸铁免遭腐蚀。
镉在化合物中以二价金属存在。其硬度为200HV。镉的化学性质与锌很相似,但不溶于碱液中,能溶于和中,在稀和稀中溶解很慢。在室温和干燥的空气中,几乎不发生化学变化,但在的空气中镉则易氧化,形成的氧化膜能够保护金属镉不再继续受腐蚀。
镉的蒸气和可溶性镉盐都有,必须严格防止镉的污染。镉的标准电位为-0.4V。在一般工业大气环境中,镉镀层对钢铁件是属于阴极性镀层,但在海洋性气候、海水或高温环境中,镉镀层对钢铁件是属于阳极性镀层。当工作温度超过232℃以上时,镉镀层易于导致零件发脆。
镉镀层常用于、航海、无线电和电子产品零件的防护。国内生产中应用较多的镀镉溶液类型有:氨羧络合物镀镉、酸性盐镀镉和镀镉。此外,还有焦盐镀镉、碱性三乙醇胺镀镉和HEDP镀镉等。[2]镉的电镀广泛用于保护钢和铸铁免遭腐蚀。


想要保证涂装能够顺利进行,不仅要根据涂装产品的膜厚,还要根据不同的铝板体系,将涂装设定在一定的粘度范围内,才可以产品质量。是国内成立较早的铝板,主营:高精超平铝板,氧化铝板、6061铝板、5083铝板、6082铝板等各牌 铝板。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须清除层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须清除层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。



